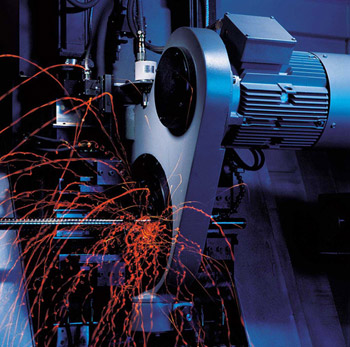
Short, comma shaped chips resulting from the tangential cutting of whirling, help to carry away heat generated by machining. This in combination with the speed and high precision of the Leistritz whirling machine enables heavy cutting without coolants or lubricants. Whirling inherently is a power lean process and typically outperforms a milling process by a factor of 3:1.
Another major advantage the whirling process features is the enormous cost savings realized from not having to use coolants or cutting fluids. The use of some coolants can more than double the overall costs of the manufacturing process. Coolant retrieval and filtration costs alone can be as high as $1,500 per ton! But costs are again only half the story, the energy consumption needed to originally produce these coolants, the environmental impact in coolant disposal, and the health hazard to machine operators
No company realizes this more than the large manufacturing plants of the automobile industry, where coolant costs can be staggering. So much so that Leistritz has recently sold five whirling machines to Ford Motor Company USA for the production of steering worms. One of the deciding factors in winning this order is that the Leistritz machines operate 100% dry. Ford has taken the responsibility to lead the industry, by reducing coolant and cutting fluid usage by 80%.
Dry whirling with Leistritz machines has several other technical advantages as well. Whirling is inherently a fast cutting process for machining many types of screw forms, such as, extruder screws, augers, ball screws, or gear worms. Whirling, with its gentle, tangential cutting action gives excellent surface finishes. So good that subsequent operations like grinding or polishing can very often be eliminated.
Whirling produces a large amount of chips in a short time when rough machining in instances when finish machining will be done. This is the case with Ford, which realized that steering worms with consistent grind stock amounts, are much more accurately ground. Even in roughing operations, the more precise a worm is machined, the more precise that same screw will be finish ground. In addition, when a worm is rough whirled with statistically controlled pitch diameter and lead, the amount of grind stock can be reduced, thus reducing the grinding time and minimizing wheel dressings.
Statistical studies have discovered that 17% of total machining costs are for coolant, not including possible recycling and disposal costs. This figure is so high that it lies in third place behind capital costs (39%) and overhead (27%). Wages (9%) and tool costs (8%) are a distant 4th and 5th on the cost scale. Yet many manufacturers are unaware of just how expensive coolant really is. Where dry machining has gained momentum lately for both turning and milling operations, Leistritz has already been dry whirling for many years. One reason may be the short comma shaped chips produced by replaceable carbide inserts arranged radially within the whirling ring. Because the whirling time is very short and most of the heat created by the cutting forces and friction is carried away in blue colored chips, the workpiece is hardly warmed thus contributing to the very low pitch error tolerances. The slant bed design of the Leistritz machines also guarantees that the hot chips fall directly into the chip conveyor and do not lay on machine ledges to warm and distort the machine castings. Furthermore, recent advancements in carbide technology, especially regarding coatings (TiCN, TiAlN) has greatly increased tool life. To further reduce tool costs the Leistritz tool system utilizes re-grindable inserts. Each insert has 4.5mm (15-20 regrinds) of carbide for resurfacing in a flat surface grinder to expose a sharp cutting edge.
In the production of ball screws whirling has revolutionized the manufacturing engineering process. Today hardened material with HRC62 is purchased and hard whirled dry to finished quality using CBN (Cubic Boron Nitride) inserts. In this process surface finishes of RA0.2-0.4 (8-16RMS) can be achieved. Previously, soft material would be rough machined, hardened then ground. This resulted into much higher machining & handling times and of course production costs, not to mention the necessary coolant.
Other advantages of the Leistritz whirling concept are quick set-up and tool change times, making small lot production runs become truly efficient. Changing from one job to another can be completed in as little as 10 minutes. In today’s manufacturing economic formula, non-productive time must be minimized. The patented, Leistritz tangential tool system permits fast tool changes of the entire whirling ring by simply loosening 4 wedge-clamps. This allows the operator to quickly exchange preset whirling rings in the least amount of time, then while the machine is operating the inserts of the used ring can be exchanged. With the Leistritz system, re-ground inserts can be installed with new inserts in the same ring. When installed, the flat ground top of each insert is used to locate against a positive stop, the geometry of the whirling ring guarantees that each insert will cut to the same diameter and in the same plane. The re-grindability (15-20 times) of these inserts gives manufacturers the opportunity to get more utilization, thus lowering tool costs.
The greatest portion of the cost advantages with Leistritz whirling machines comes from dry whirling. It has been calculated over 1.1 million tons of coolants and cutting fluids are used annually, at a cost of 1 billion dollars. This does not include the reclamation or filtering costs.