
Whirling Machine Series – Part Three
The Evolution of Whirling
 In a four-part blog series, development of whirling machines, we will discuss profitability, technical possibilities, applications, innovation, environmental protection, and market development of whirling machines.
As the demand for higher quality machining and faster cycle times grow, so too is the need for new technology. Technology advancements has made it possible for whirling to deliver the necessary high precision rotationally symmetrical shaped parts such as EPS (Electrical Power Steering) worms and threaded spindles. These advancements include machine rigidity, control accuracy and tool design have all contributed to the increase in whirling accuracy that has all but eliminated the need to grind. At one time whirling was not the high-precision process it is today.
The better the finish, the greater the effort and cost to achieve it. Whirling delivers the necessary high precision, high surface finishes for rotationally symmetrical shaped workpieces such as EPS worms and threaded spindles. A final grinding is no longer necessary, leading to lower unit costs. But whirling was not always the high-precision process it is today.
Galileo Galilei, the great Italian physicist and engineer, devised the first machine around 400 years ago based on the principle of whirling. With it, wooden spindles for wine presses were produced in large numbers for the wine-growing regions of Italy. Industrial whirling machines for metal cutting appeared in the first half of the 20th century. As with hard milling and hard turning, large cutting forces occur with hard whirling. This requires an extremely stable machining platform and secure clamping of the workpiece and applying the right tool. The influence of the radial displacement forces when machining longer workpieces with a small diameter is eliminated by the stable clamping using centering rests.
Now fast forward to the late 20th century where whirling began being used on a much larger scale, but the surface quality achieved was not keeping up with industry requirements for better finishes. Parts still had to be reground in a second step processes. With today’s whirling machine technology, the second step is no longer necessary because of advancements in machine tool design engineering and the refinement of hard cutting process. This has taken whirling to the “one and done” process that many customers are seeking. No longer is whirling a roughing or partial process in hardened and exotic materials.
In a four-part blog series, development of whirling machines, we will discuss profitability, technical possibilities, applications, innovation, environmental protection, and market development of whirling machines.
As the demand for higher quality machining and faster cycle times grow, so too is the need for new technology. Technology advancements has made it possible for whirling to deliver the necessary high precision rotationally symmetrical shaped parts such as EPS (Electrical Power Steering) worms and threaded spindles. These advancements include machine rigidity, control accuracy and tool design have all contributed to the increase in whirling accuracy that has all but eliminated the need to grind. At one time whirling was not the high-precision process it is today.
The better the finish, the greater the effort and cost to achieve it. Whirling delivers the necessary high precision, high surface finishes for rotationally symmetrical shaped workpieces such as EPS worms and threaded spindles. A final grinding is no longer necessary, leading to lower unit costs. But whirling was not always the high-precision process it is today.
Galileo Galilei, the great Italian physicist and engineer, devised the first machine around 400 years ago based on the principle of whirling. With it, wooden spindles for wine presses were produced in large numbers for the wine-growing regions of Italy. Industrial whirling machines for metal cutting appeared in the first half of the 20th century. As with hard milling and hard turning, large cutting forces occur with hard whirling. This requires an extremely stable machining platform and secure clamping of the workpiece and applying the right tool. The influence of the radial displacement forces when machining longer workpieces with a small diameter is eliminated by the stable clamping using centering rests.
Now fast forward to the late 20th century where whirling began being used on a much larger scale, but the surface quality achieved was not keeping up with industry requirements for better finishes. Parts still had to be reground in a second step processes. With today’s whirling machine technology, the second step is no longer necessary because of advancements in machine tool design engineering and the refinement of hard cutting process. This has taken whirling to the “one and done” process that many customers are seeking. No longer is whirling a roughing or partial process in hardened and exotic materials.
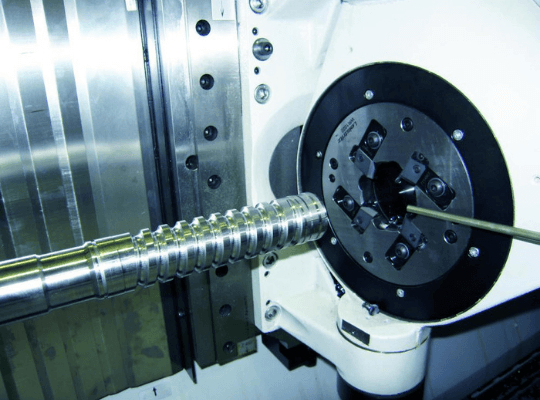
Whirling is a special form of milling. During whirling, both the tool and the workpiece rotate. With external whirling, the whirling ring rotates at high speed around the slowly rotating workpiece. At the point of contact, the axes of the vortex ring and workpiece are both offset and inclined. The swivel angle of the whirling unit determines the pitch of the resulting spindle or worm.
The axis offset determines the cutting depth. Whether right-hand or left-hand thread depends on how the workpiece rotates and whether the vortex ring is cut from above or below.
On the whirling head, which is designed as a ring for external whirling, the cutting edges sit symmetrically opposite one another and, for external whirling, point inwards towards the workpiece. Depending on the processing, cutting edges for all three processing steps – pre-cutting, final cutting and profile transition – are mounted in the ring. Typically, seated opposite each other in pairs.
When whirling a thread profile inside a diameter, the cutting tool on the whirling head points outwards. The processing principle is the same. The desired threads can be cut into cavities such as bores or pipes, for example a multi-start internal thread for ball screw nuts.