

New Advances in Worm Gear Machining
Worm designs and manufacturing methods have changed very little over the past half century. Finishing a worm in soft material then hardening offers huge savings to worm manufacturers, but has not been considered viable because of distortions in the material from heat treating. Thread grinding has long been used as a finishing operation removing a mere 0.01-0.02” to achieve the necessary worm tolerances for Lead, Pitch Diameter, Run-out, etc. Grinding, which comes at a big cost is no longer required.
Today however, there is progress. To compete with low cost imports from overseas, U.S. manufacturers are reevaluating their products. Gear worms can now be produced much better and more economically using the little-known process of whirling.
Better Gears, Better Production with Whirling
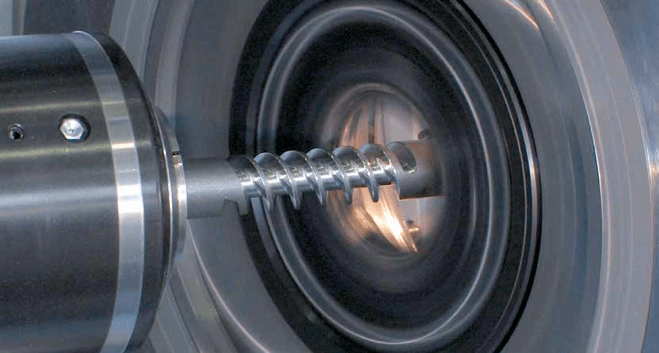
The whirling process provides impressive results in producing worms for gear worm reducers. Traditional methods such as hobbing or thread milling are actively being replaced by this relatively new cutting process. Improvements in many areas of manufacturing, including cutting tool materials and geometry, the machine tools themselves and induction hardening procedures, have all allowed manufacturers to reduce the number of process steps by 60% or more. By machining the worm to finished tolerances and surface roughness using the whirling process then induction hardening, the worms are not only produced faster, less expensively, and with fewer handlings but to greater tolerances than ever before.
This method completely eliminates the need for thread grinding. Cylindrical grinding of the bearing journals can also be eliminated by turning the soft blanks to finished tolerances and surface roughness prior to whirling the worm section. The journals can remain soft and thus do not require subsequent finishing operations. The induction heating process of hardening then quenching only the worm section does not distort or add stress to the material. The worm shaft does not require straightening which eliminates yet another, normally manual operation.
With the latest advancements in cutting tool design, materials and machine tools have made the benefits of thread whirling even greater than before. Difficult threading operations, such as very long shafts or very wide profiles can be easily machined by whirling. The superior surface finishes and closer tolerances of screws machined by whirling are ideal for today’s very strict SPC requirements. CNC control has added the possibility to machine threads of variable or unusual pitches, tapered or variable root diameters, and multiple starts. Production rates of whirling when compared to thread milling or hobbing are at least four times faster!
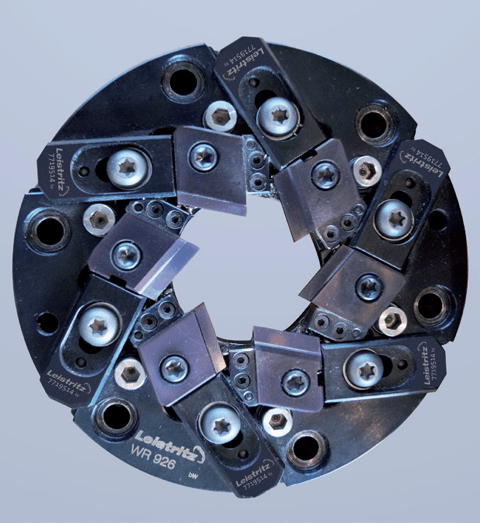
The introduction of insert tooling systems is a game changer as it has greatly reduced the changeover or set-up times. Tooling costs are also significantly reduced. And since most materials are whirled dry, without coolants, the problem of coolant disposal or recycling is reduced.
Worm Gear Machines for Reduced Maintenance
Leistritz offers a complete line of CNC whirling machines. These worm gear machines have been designed from the first thought for whirling and have the inherent rigidity for cutting deep, wide profiles in tough materials and the necessary accuracy for cutting precision, close-tolerance screws. These machines are ideally suited for production environments where there is minimal time to do routine maintenance. The slant bed design is of cast iron construction and uses zero maintenance AC servos for all axes. The main spindle is actually an ultra-precision rotary “C” axis having high torque and a resolution of 0.001 degrees.
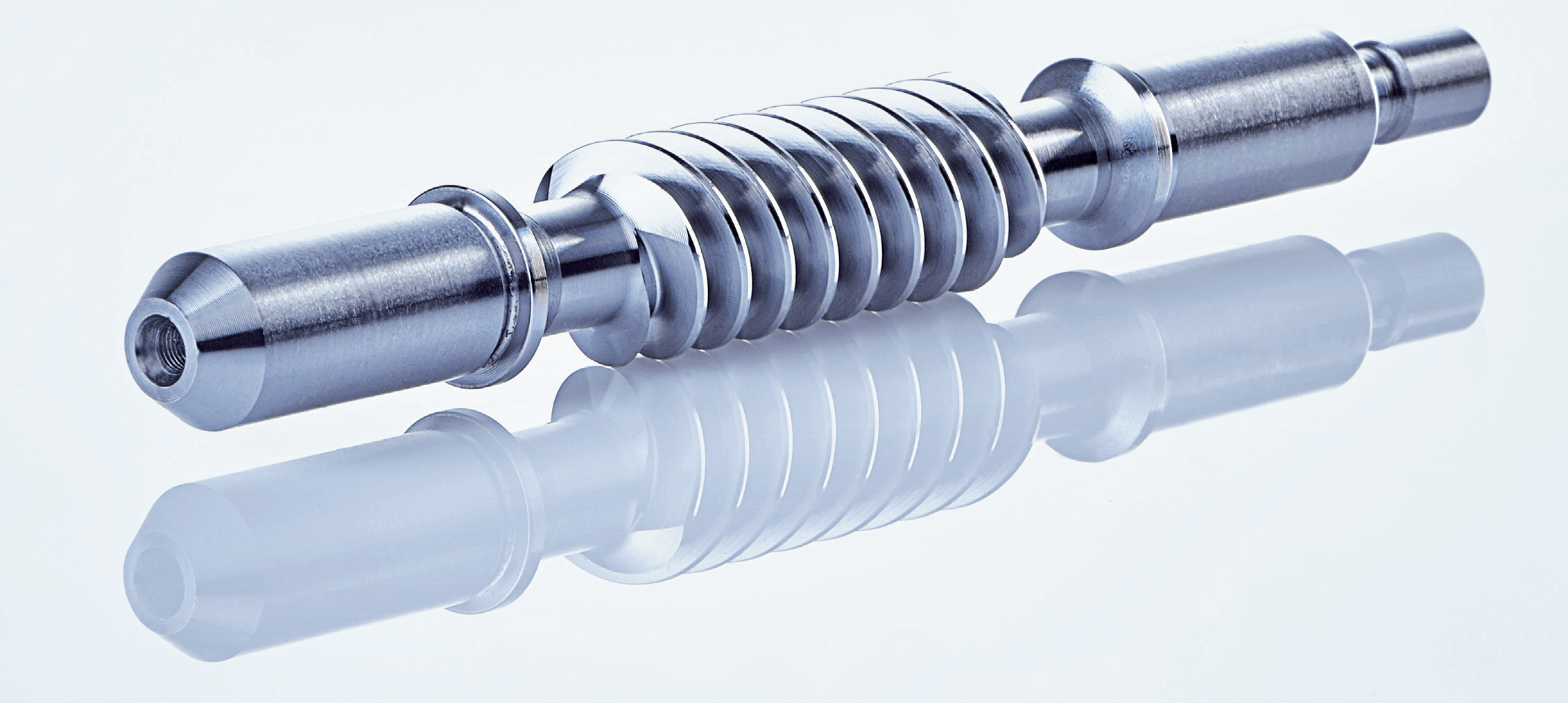
The type of worm gears people are most familiar with include an undercut or relief at each end of the worm section. This has been the standard and was probably incorporated to suit much older gear hobbing machines. The undercuts acted as clearance areas to start and finish the worm. The width of the undercut was determined by the arc of the hob radius. Since whirling does not require undercuts at the ends of the worm area, the worm face width can be optimized, and the overall shaft length reduced. This makes a more rigid, compact and stronger design. The bearing journals can be much closer together and the overall housing smaller and lighter. Not having undercuts also eliminates the need for de-burring the worm teeth ends at each undercut. This also saves time when turning the worm blanks. A simple straight diameter of the worm O.D. is perfect. In designs that absolutely require the undercuts, maybe for assembly purposes, the whirling operation can include a higby cycle to remove the sharp edges where the worm teeth break into the undercuts.
Leistritz has raised the performance bar through the modern application of the whirling process. Worm gear manufactures are finding huge benefits especially in applications with low to medium production volumes. The end result is a better part, lower manufacturing costs and shorter lead times.