
Mud Motor Rotor
Improving Rotor Performance
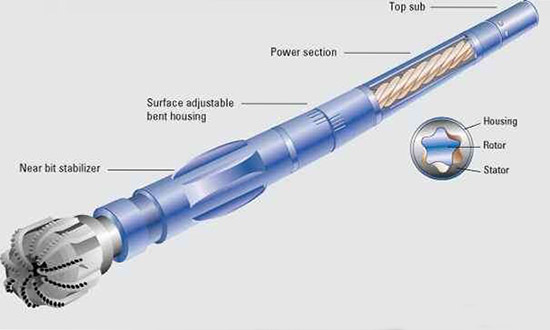
 The rotors within the mud motors are called power section rotors, which are typically 5, 7 or 9 lobed with smooth spiral profiles in lengths as long as 8m with long leads of up to 40”. Fit snugly into an elastomer stator having one additional lobe contour with the same lead creates a moineau style progressive cavity positive displacement rotary drive unit. When the water-based drilling fluid or “mud” is pressurized at the surface and pumped down the hole to the power section an extremely high torque low rpm drive is created to rotate the rock crushing drill bits. milling cutter need replacing or indexing several times during the multiple shift operation of each rotor. This and continuous measurements by the operator in the middle of a rotor create unacceptable non-productive time.
The rotors within the mud motors are called power section rotors, which are typically 5, 7 or 9 lobed with smooth spiral profiles in lengths as long as 8m with long leads of up to 40”. Fit snugly into an elastomer stator having one additional lobe contour with the same lead creates a moineau style progressive cavity positive displacement rotary drive unit. When the water-based drilling fluid or “mud” is pressurized at the surface and pumped down the hole to the power section an extremely high torque low rpm drive is created to rotate the rock crushing drill bits. milling cutter need replacing or indexing several times during the multiple shift operation of each rotor. This and continuous measurements by the operator in the middle of a rotor create unacceptable non-productive time.
 Leistritz has designed its Power Mill machine, to use CNC programs of existing equipment to continue side milling for even greater flexibility. The advantage here is the Power Mill machine is capable of 800 rpm for future tooling developments such as ceramic cutting tools. It was developed with mud rotor applications in mind by combining an existing heavy-duty machine base with a newly designed high performance, multi-axes drive head. This drive head is capable of both side milling and hobbing. The fundamental idea of hobbing is new to the industry and opens the door for shorter cycle times and much improved profile quality. In effect, these rotors are handled as very long gears, but the low number of lobes or teeth creates unique challenges for the hob tooling and machine tool.
A 30HP spindle with high tooth load hob designs guarantee speed and surface finishes previously unattainable. The 17-4PH stainless steel rotors are machined in a single pass using a large diameter hob (up to Ø10”) with a face-width of 8”. Superior hob life is achieved by using continuous diagonal hob shift to utilize the entire hob face during the cut of each rotor. Rotors can be hobbed in a single non interrupted cutting pass with straightness less than 0.002”. A variety of hob materials and coatings have been tested to maximize the hob life and thus reduce the cost per piece.
Leistritz has designed its Power Mill machine, to use CNC programs of existing equipment to continue side milling for even greater flexibility. The advantage here is the Power Mill machine is capable of 800 rpm for future tooling developments such as ceramic cutting tools. It was developed with mud rotor applications in mind by combining an existing heavy-duty machine base with a newly designed high performance, multi-axes drive head. This drive head is capable of both side milling and hobbing. The fundamental idea of hobbing is new to the industry and opens the door for shorter cycle times and much improved profile quality. In effect, these rotors are handled as very long gears, but the low number of lobes or teeth creates unique challenges for the hob tooling and machine tool.
A 30HP spindle with high tooth load hob designs guarantee speed and surface finishes previously unattainable. The 17-4PH stainless steel rotors are machined in a single pass using a large diameter hob (up to Ø10”) with a face-width of 8”. Superior hob life is achieved by using continuous diagonal hob shift to utilize the entire hob face during the cut of each rotor. Rotors can be hobbed in a single non interrupted cutting pass with straightness less than 0.002”. A variety of hob materials and coatings have been tested to maximize the hob life and thus reduce the cost per piece.
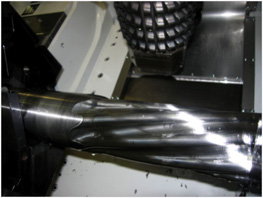 The goal of producing (4) 26′ long rotors per hob sharpening has been achieved and, in some cases, exceeded. With approximately 15 sharpening’s for each hob the process has proven to be very economical. The long length of these rotor designs requires special solutions for supporting them while machining.
Leistritz uses CNC servo controlled, self-centering, follower rests both for the raw material in front of the cut and the finished rotor behind the cut to achieve vibration free cutting. Manufacturers of mud motors are experiencing hobbing cycle times less than half those of milling while also saving most of the time required to polish. In many cases polishing is eliminated, and the rotors go straight to chrome plating.
The hobbing process also produces a profile exactly to the design specifications within ±0.001” and the profile is no longer deviated by the polishing process. The better profile tolerances lead to better drill motor performance in both consistency and torque.
The goal of producing (4) 26′ long rotors per hob sharpening has been achieved and, in some cases, exceeded. With approximately 15 sharpening’s for each hob the process has proven to be very economical. The long length of these rotor designs requires special solutions for supporting them while machining.
Leistritz uses CNC servo controlled, self-centering, follower rests both for the raw material in front of the cut and the finished rotor behind the cut to achieve vibration free cutting. Manufacturers of mud motors are experiencing hobbing cycle times less than half those of milling while also saving most of the time required to polish. In many cases polishing is eliminated, and the rotors go straight to chrome plating.
The hobbing process also produces a profile exactly to the design specifications within ±0.001” and the profile is no longer deviated by the polishing process. The better profile tolerances lead to better drill motor performance in both consistency and torque.
Additionally, Leistritz machines also have a milling function as a secondary alternative within the machine tool function. The flexibility of milling allows manufacturers to maintain their known process and add hob tooling as desired for their more commonly produced sizes.
The improved rigidity of the Leistritz machine provides for increased cutting speeds & feeds, reducing the milling cycle times by 30-40%.
