A hard-whirled ball screw can be machined to finished dimensions and tolerance without further machining. On screws that demand thread grinding, the hard whirling process can still save on machining time and operation elimination.
Finish thread grinding is one of the most time-consuming operations on long screws, taking up to 16 hours per work-piece. By machining the thread profile to nearly ground accuracy, hard whirling reduces the amount of material to be ground, thus reducing grinding time to less than two hours This allows ball screw manufacturers to stock pre-hardened bars, eliminating a very lengthy heat treating process. This greatly reduces the total ball screw manufacturing time.
Hard part machining is the manufacturing process that many industries are turning to. The Aerospace segment uses CBN cutting tools to make landing gear struts, also Automotive manufacturers use it for steering worms and worm gears, the Medical field for implants and the Machine Tool industry for ball screw manufacturing. All rely on Cubic Boron Nitride (CBN) inserts to machine hardened material.
Today’s CBN grades are far more versatile than they were a few years ago. Manufacturers used to avoid using CBN even on mildly interrupted parts because of its fragile nature, but now CBN grades can cut through even severely interrupted parts without a problem.
Using a Cubic Boron Nitride cutting tool material, steels as hard as 65 HRc can be machined. CBN has a uniform high hardness and excellent abrasion resistance in all directions. Edge retention permits more effective cutting with less tool wear, which helps maintain part geometry of greater precision and consistency.
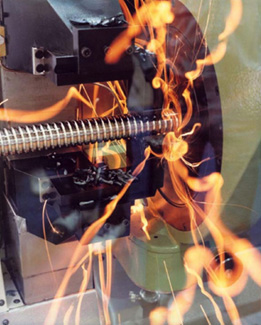
An innovative break-through has been the introduction of CBN cutting tools into the whirling process. The combination of today’s latest CBN material with the smooth tangential cutting action of whirling results in a revolutionary process for cutting threads in hard materials.
Hard whirling is done dry, without coolant. The chips carry away nearly all of the heat during cutting, leaving the workpiece cool and minimizing any thermal geometry variations. The surface finish and profile accuracy are close to grinding quality.
Many ball screw manufacturers are discovering that hard whirling can eliminate a number of previous mandatory operations in their process. For example, a ball screw would be rough- machined in the soft state, case hardened, straightened and then finish ground.